
Metal【参考デザイン】金属の組み合わせアート – 新世代の柔軟なワークス タイルを形づくるデザイン
金属は単なる構造材を超え、現代のワークスペースにおける美の言語となります。LAMY WORKSの精巧なモジュールは「組み合わせのアート」を実現し、精密さと感性が宿るデザインへと昇華しました。オフィスはプロジェクトや個性に応じて姿を変える生きた空間へ。ニュートラルな色彩と洗練された質感が創造性を引き出し、調和と開放感を生み出します。LAMY WORKSは、機能と美を融合させた金属製品で、あなたのアイデアを永く愛される形へと導きます。
続きを読む
レーザー加工がもたらすメリット
IT革命が叫ばれて久しい昨今、情報交換スピードの加速化やトレンド変遷の高速化に伴い、モノづくりの現場でも多品種少量生産は日を追うごとに増加傾向にあります。 金属製品においても、従来であれば金型を起こしてプレス機械で大量生産という形であったものが、ロット当たりの生産数の減少により高額な金型費用の回収が見込めず、工法の転換が求められるケースが多くなっています。 このような工法転換における提案のひとつとして、私たちの得意とするレーザー加工は大きな可能性を秘めています。 私たちがレーザー加工をお客様へお勧めする際、レーザー加工を単なる従来の工法の代替案や置き換えとして示すことはしていません。 レーザー加工を採用することで得られる品質改善、コスト削減、納期短縮のメリットをセットにしたご提案を心がけています。言い換えれば、これらが担保できないようであれば、レーザー加工への転換はご提示できない、とも言えます。 単なる置き換えではなく、従来からの改善を伴ったご提案、ここではその一例をご紹介します。 コスト削減:プレス品量産前のサンプル品加工に コスト削減:削り出し製品の工法転換として 品質改善:パンチ追い抜き加工の課題をクリア コスト削減:テーラードブランク工法への転換による歩留り改善
続きを読む
レーザー加工でコスト削減:テーラードブランク工法への転換による歩留り改善
テーラードブランクとは、異なる種類の鋼板をつなぎ合わせて一つの形状を作ることを言います。特徴として、一つの製品の中で特性を部分的に変化させることができます。このような特徴から、箇所によって異なる強度や耐久性が要求される自動車ボディの加工法として知られています。 弊社ではこのテーラードブランク工法の発想をもとに、もともとひとつのブランク加工であった製品を、複数のパーツにわけて後で溶接するという加工法の提案も行っています。これにより、一定の材料からとれる製品の数が増加し、歩留りが大きく改善するので、特に高価な材料の場合は大きなコストダウンにつながります。 もちろん、本来のテーラードブランク工法のように部分的に異なる材質を使用することで、部分的に製品特性を変えることも可能です。また、レーザ加工により切断端面の精度が増すことにより、他部品との溶接や組立においても優位性を担保できます。 → 「レーザー加工がもたらすメリット」に戻る
続きを読む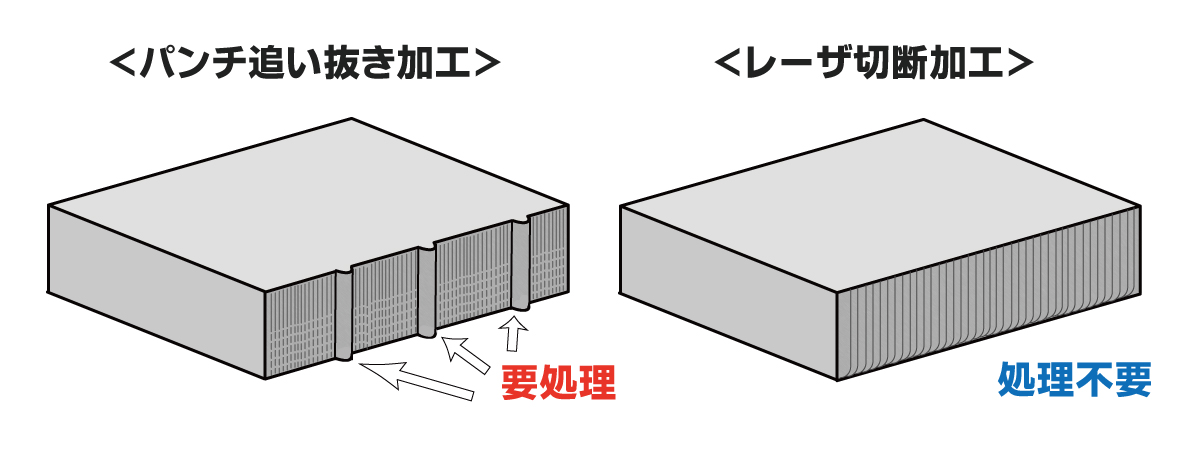
レーザー加工で品質改善:パンチ追い抜き加工の課題をクリア
パンチ加工とレーザ加工を比較する場合、最も大きな違いのひとつとして、切断面の美しさが挙げられます。プレス加工の場合、パンチとダイによるせん断・破断作用により、比較的大きなダレやバリが発生します。これらのダレやバリの除去には、多くの場合手作業によって長い時間を割かなければなりません。 この点、レーザ加工であれば金属を融解させながら切断し、融解金属はアシストガスによって切断溝より排出されるのでバリにならず、後工程での切断面の処理にかかる時間を大きく短縮できます。 タレットパンチプレスによる加工では、いわゆる追い抜き加工と言って、同一の形状の金型を少しずつずらしながらプレスして加工します。(例えば、60mm*5mmの長方形のパンチ金型を二回打って100mmのラインを切断する)この際、金型をずらした後とずらす前の加工域が重なり合う箇所があります(60mm*5mmの長方形のパンチ金型を二回で100mmであれば60+60-100=20で20mmが重なり合う)。この金型が重なり合った部分を二ブリング痕と呼び、除去する工程を追加せねばならず時間的なコストが増えてしまいます。 この点、レーザ加工であれば切断面に残るのは融解金属が流れた跡(ドラグライン)が残るのみで、殆どの場合後処理を必要としません。 また、まれにアシストガスによって切断溝から排出された金属が切断面下部に付着する現象(ドロス:上図参照)が発生しますが、弊社では機械の設定やメンテナンス上のノウハウによってこの問題をクリアしています。 → 「レーザー加工がもたらすメリット」に戻る
続きを読む